- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Продукти






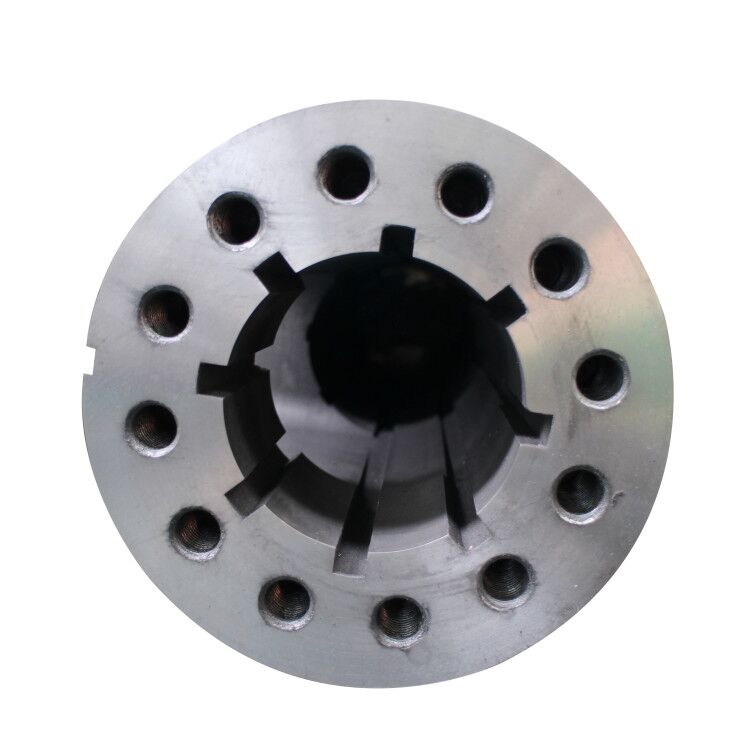

Стовбур шнека екструзії
При екструзійно-видувному формуванні (EBM) пластик розплавляють і екструдують у порожнисту трубу (заготовку). ... Потім повітря вдувається в заготовку, надуваючи її у форму порожнистої пляшки, контейнера або деталі. Після того, як пластик достатньо охолоне, форму відкривають і деталь викидають. У EJS ми виробляємо екструзійно-видувний шнек для машин для екструзійно-видувного формування малих і великих розмірів, з азотуванням або біметалевою обробкою.
Надіслати запит
Опис продукту
Стовбур шнека для екструзії
Постачання OEM Китаю для видувної машини, гвинтовий шнек для екструзії,oз повагою ваша компанія "Зробіть бізнес із гвинтовими бочками легшим із радістю та успіхом"як нашмісія. Якщо ви зацікавлені в будь-якому з наших продуктів або хочете обговоритиваш дизайн, не соромтеся зв’язатися з нами. Ми з нетерпінням чекаливстановлення успішні ділові відносини збудь-якийнових клієнтів по всьому світу в найближчому майбутньому і виростити їх краще і більше.
При екструзійно-видувному формуванні (EBM) пластик розплавляють і екструдують у порожнисту трубу (заготовку). ... Потім повітря вдувається в заготовку, надуваючи її у форму порожнистої пляшки, контейнера або деталі. Після того, як пластик достатньо охолоне, форму відкривають і деталь викидають.
У EJS ми виробляємо екструзійно-видувний шнек для машин для екструзійно-видувного формування малих і великих розмірів, з азотуванням або біметалевою обробкою.
Діаметр отвору доступний для стовбура шнека для екструзії
¢45~¢250
Популярні матеріали, що використовуються для екструзійного видувного шнека
38CrMoAlA(1,8509)
34CrAlNi7(1,8550)
31CrMoV9(1,8519)
40Cr(4340)
42CrMo(4140)
Обробка поверхні екструзійного видувного шнека
Повний корпус азотований
Стеллітний біметалічний сплав з покриттям
Покриття зі сплаву Colmonoy 56
Покриття зі сплаву Colmonoy 83
Застосування екструзійного видувного шнекового ствола
Гвинтові циліндри екструзійно-видувного формування виконують чудову роботу для виробництва різних плівок у машинах для видувного формування, таких як
Пакувальна плівка;
мішечки;
Плівка для друку;
термозбіжна плівка;
харчова пакувальна плівка;
Конвертуюча плівка;
Бар'єрна плівка.
Питання: яка різниця між роздувним формуванням під тиском та екструзійно-видувним формуванням?
відповідь:
Існує в основному 5 відмінностей між інжекційно-видувним формуванням і екструзійно-видувним формуванням:
1) Тип продукту, виробленого за допомогою інжекційно-видувної форми та екструзійно-видувного формування, відрізняється. Процес екструзійно-видувного формування створює двовимірний продукт, а процес інжекційно-видувного формування створює тривимірний продукт як кінцевий результат.
2) Вони використовують різні інструменти в обох процесах. Для екструзійно-видувної машини для отримання кінцевого результату використовується матриця, тоді як для ін’єкційного видувного формування використовується форма.
3) Час, необхідний для отримання кінцевого результату, різний. Процес екструзії відбувається повільніше, тоді як процес лиття під тиском відбувається швидше.
4) Товщина кінцевого продукту різна. У разі екструзії товщина деталі залежить від того, наскільки матеріал можна розтягнути під час процесу, тоді як у випадку інтрузії вона залежить від співвідношення між серцевиною та формою.
5) Процеси різні. За допомогою екструзійно-видувної машини брухт має флеш-форму та обрізку, тоді як брухт без флеш-форми та обрізки для ін’єкційного видувного формування.
EJS може виробляти як шнековий ствол для екструзії, так і машину для видувного формування.
Про E.J.S.
EJS Screw Barrels — це нещодавно створений бренд для експортного бізнесу з досвідом виробництва з 1992 року.
Виробник шнекових циліндрів спеціалізується на виготовленні шнекових циліндрів за індивідуальним замовленням і дизайні шнекових циліндрів екструдера, лиття під тиском.

Бочки біметалічні гвинтові
Ми почали виготовляти біметалеву гвинтову бочку в дуже ранньому віці, майже в той самий час, коли в Китаї народилася перша біметалева бочка. Тепер у нас є кілька типів опцій залежно від різних програм
|
Бочки біметалічні |
|||||
|
Тип сплаву |
EJS01 Сплав |
EJS02 Сплав |
EJS03 Сплав |
EJS04 Сплав |
|
|
Компоненти сплаву |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Стійкість до зношування |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Стійкість до корозії |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Товщина сплаву |
2~3 мм |
1,5~2 мм |
1,5~2 мм |
1,5~2 мм |
|
|
Твердість |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Діапазон температур |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Коефіцієнт Тепловий |
RT ~ 250 ℃ |
11,0x10-6 |
11,0x10-6 |
11,5х10-6 |
11,0x10-6 |
|
Розширення (/℃) |
RT ~ 400 ℃ |
11,4х10-6 |
11,4х10-6 |
12,4х10-6 |
12x10-6 |
|
Діапазон робочої довжини |
700 мм ~ 3000 мм / шт |
||||
|
Основна сталь широко використовується |
40Cr: 42CrMo |
||||
|
Відмітка в списку: ★★★★ Відмінно; ★★★ Дуже добре; ★★ Добре |
|||||
|
Біметалічні гвинти |
|||
|
Підходить для |
Один гвинт, подвійний паралельний гвинт, подвійний конічний гвинт |
||
|
Тип сплаву |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Компоненти сплаву |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Рівень захисту від зношування |
★★★ |
★★★ |
★★★★ |
|
Антикорозійний рівень |
★★★★ |
★★★★ |
★★★★ |
|
Товщина сплаву |
1~1,5 мм |
1~1,5 мм |
1~1,5 мм |
|
Твердість |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Прикладне скловолокно |
менше 10% |
|
|
|
Діапазон робочої довжини |
Необхідна будь-яка довжина |
||
|
Основна сталь широко використовується |
38CrMoAI(1,8509), 34CrAINi7(1,8550), 31CrMoV9(1,8519) |
||
|
Відмітка в списку: ★★★★ Відмінно; ★★★ Дуже добре; ★★ Добре |
|||
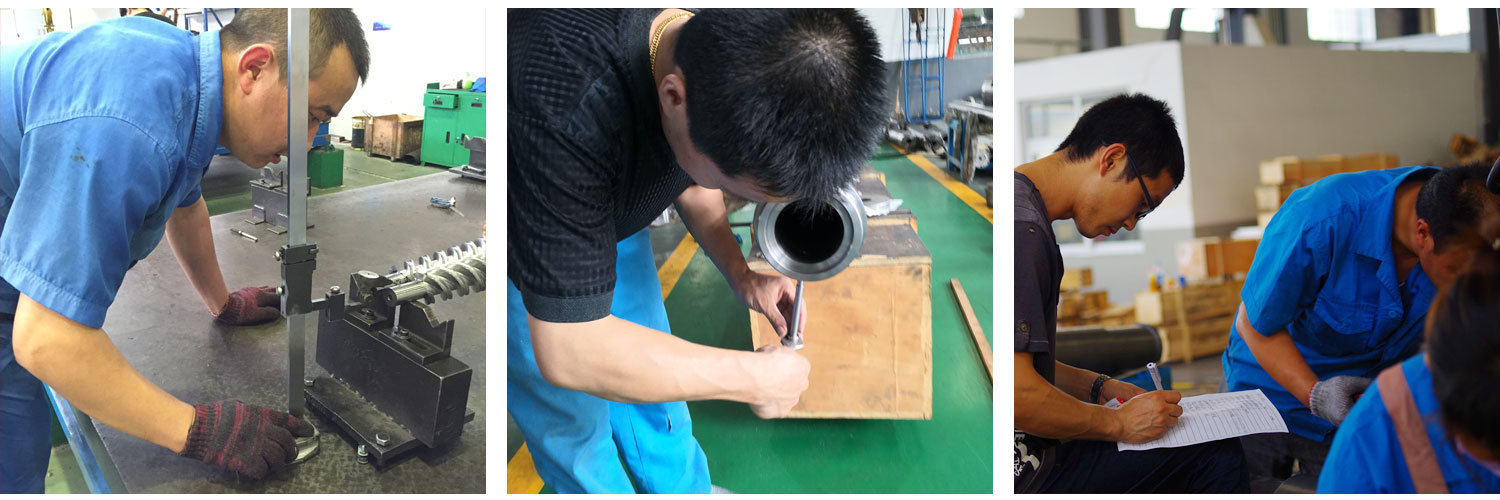
Перевірка якості
Якість є дуже важливим етапом у виробництві. Для виготовлення якісного гвинтового ствола повинні бути виконані всі допуски, а всі розміри мають бути правильними та занесені в записи.
Ми надаємо звіт про перевірку, сертифікат на матеріал для кожного з наших постачаних гвинтових бочок.
Упаковка
Упаковка є останнім, але дуже важливим кроком перед відправкою. Міцна та розумна пакувальна коробка також є частиною нашої якості. Він не тільки використовується для надійного захисту циліндрів гвинтів під час транспортування, але також забезпечує простий спосіб для наших клієнтів розпакувати упаковку.

Гарячі теги: Стовбур екструзійно-видувного шнека, індивідуальний, Китай, Чжоушань, постачальники, виробники, фабрика, на складі
Пов'язана категорія
Конічний двогвинтовий ствол
Паралельний подвійний шнек
Шнек екструдера
Гумовий гвинтовий ствол
Стовбур гвинта для лиття під тиском
Ствол видувного шнека
Біметалічний шнековий ствол
Азотований гвинтовий ствол
Деталі екструдера
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.