- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Продукти







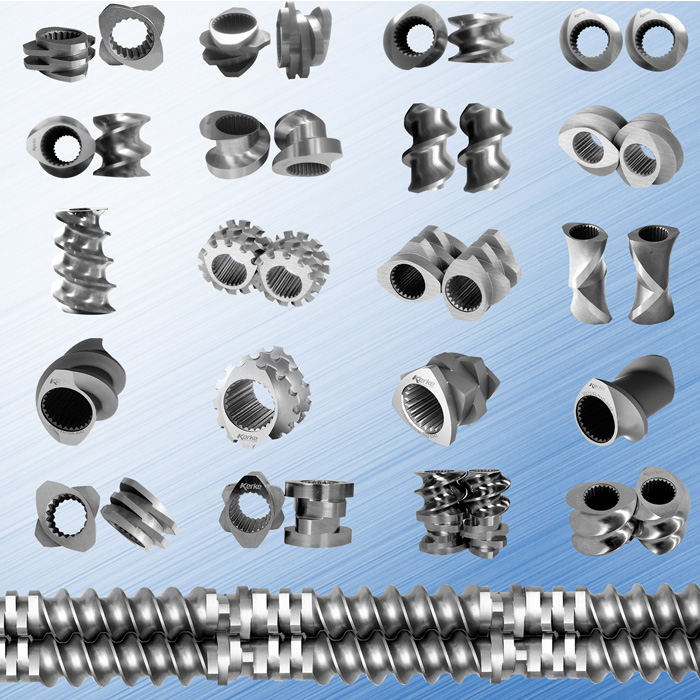
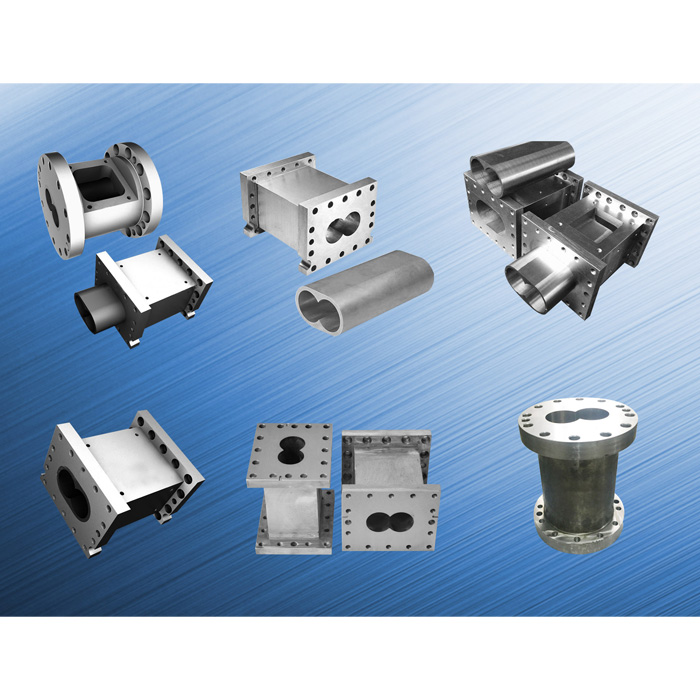
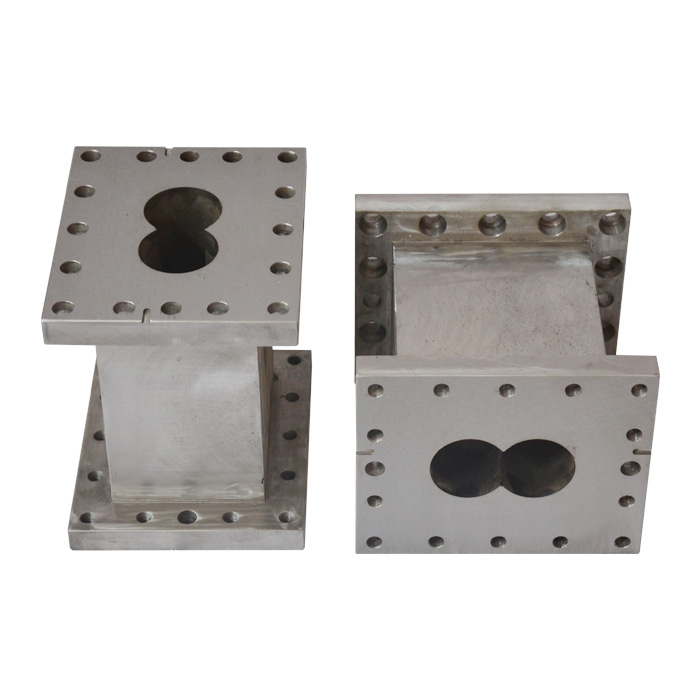
Двошнековий ствол для нарощування пластику
Двошнекова бочка для змішування пластику широко використовується в промисловості змішування. Щороку EJS виробляє великий обсяг двогвинтової бочки з пластиковою сумішшю для внутрішнього та світового ринків.
Надіслати запит
Опис продукту
двошнековий ствол із пластикової суміші
Двошнекова бочка для змішування пластику широко використовується в промисловості змішування.
Щороку EJS виробляє великий обсяг двогвинтової бочки з пластиковою сумішшю для внутрішнього та світового ринків.
EJS є професійним виробником паралельних подвійних шнеків протягом багатьох років, з клієнтами машинобудівників OEM, а також кінцевих користувачів.
Популярні матеріали, що використовуються для пластику двогвинтової бочки
38CrMoAlA (DIN1.8509)
W6Mo5Cr4V2
D2 (DIN 1.2379)
SKD61
SS316
SS304
Обробка поверхні пластикової компаундної двошнекової бочки
Повний корпус азотований
Біметалічний твердосплавний вкладиш для здвоєних паралельних стволів
Покриття з біметалічного сплаву для подвійних паралельних гвинтів
Підкладка SKD61
Щоб дізнатися більше про компаундні екструдери, продовжуйте читати:
( https://www.mddionline.com/news/mix-continuous-compounding-using-twin-screw-extruders)
Полімерні сполуки використовуються для надзвичайно широкого діапазону формованих і екструдованих медичних компонентів і пристроїв. Такі сполуки складаються з базової смоли, яка ретельно змішується з іншими компонентами, які забезпечують певні корисні властивості, пов’язані з конкретним кінцевим продуктом, наприклад, ударостійкість, прозорість або рентгеноконтрастність.
Екструдери для компаундування використовуються для змішування двох або більше матеріалів в однорідну масу в безперервному процесі. Це досягається шляхом розподільчого та дисперсійного змішування різних компонентів у складі за потреби (рис. 1). При розподільному змішуванні компоненти рівномірно розподіляються в просторі в рівномірному співвідношенні без руйнування, тоді як дисперсійне змішування включає руйнування агломератів. Високодисперсійне змішування вимагає, щоб значна частина енергії та зсуву були частиною процесу.
Екструдери для компаундування виконують низку основних функцій: подача, плавлення, змішування, вентиляція, формування матриці та локалізований тиск. Для досягнення цих цілей можна використовувати різні типи екструдерів, у тому числі одношнекові, двошнекові з протилежним зачепленням, обертові подвійні шнеки з переплетенням і подвійні шнеки з протилежним обертанням. Тип і фізична форма полімерних матеріалів, властивості будь-яких добавок або наповнювачів, а також необхідний ступінь змішування будуть впливати на вибір машини.
Двошнекові змішувальні пристрої в основному призначені для передачі тепла та механічної енергії для забезпечення змішування та різноманітних допоміжних функцій, мінімально враховуючи перекачування. Різноманітні операції, які виконуються за допомогою цього типу екструдера, включають полімеризацію нових полімерів, модифікацію полімерів за допомогою реакцій щеплення, видалення летючих речовин, змішування різних полімерів і змішування частинок у пластмаси. Навпаки, одношнекові екструдери для пластикації розроблені для мінімізації споживання енергії та максимальної рівномірності перекачування, і, як правило, вони не підходять для виконання високодисперсійних і енергоємних функцій компаундування.
Про E.J.S.
EJS Screw Barrels — це нещодавно створений бренд для експортного бізнесу з досвідом виробництва з 1992 року.
Виробник шнекових циліндрів спеціалізується на виготовленні шнекових циліндрів за індивідуальним замовленням і дизайні шнекових циліндрів екструдера, лиття під тиском.

Бочки біметалічні гвинтові
Ми почали виготовляти біметалеву гвинтову бочку в дуже ранньому віці, майже в той самий час, коли в Китаї народилася перша біметалева бочка. Тепер у нас є кілька типів опцій залежно від різних програм
|
Бочки біметалічні |
|||||
|
Тип сплаву |
EJS01 Сплав |
EJS02 Сплав |
EJS03 Сплав |
EJS04 Сплав |
|
|
Компоненти сплаву |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Стійкість до зношування |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Стійкість до корозії |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Товщина сплаву |
2~3 мм |
1,5~2 мм |
1,5~2 мм |
1,5~2 мм |
|
|
Твердість |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Діапазон температур |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Коефіцієнт Тепловий |
RT ~ 250 ℃ |
11,0x10-6 |
11,0x10-6 |
11,5х10-6 |
11,0x10-6 |
|
Розширення (/℃) |
RT ~ 400 ℃ |
11,4х10-6 |
11,4х10-6 |
12,4х10-6 |
12x10-6 |
|
Діапазон робочої довжини |
700 мм ~ 3000 мм / шт |
||||
|
Основна сталь широко використовується |
40Cr: 42CrMo |
||||
|
Відмітка в списку: ★★★★ Відмінно; ★★★ Дуже добре; ★★ Добре |
|||||
|
Біметалічні гвинти |
|||
|
Підходить для |
Один гвинт, подвійний паралельний гвинт, подвійний конічний гвинт |
||
|
Тип сплаву |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Компоненти сплаву |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Рівень захисту від зношування |
★★★ |
★★★ |
★★★★ |
|
Антикорозійний рівень |
★★★★ |
★★★★ |
★★★★ |
|
Товщина сплаву |
1~1,5 мм |
1~1,5 мм |
1~1,5 мм |
|
Твердість |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Прикладне скловолокно |
менше 10% |
|
|
|
Діапазон робочої довжини |
Необхідна будь-яка довжина |
||
|
Основна сталь широко використовується |
38CrMoAI(1,8509), 34CrAINi7(1,8550), 31CrMoV9(1,8519) |
||
|
Відмітка в списку: ★★★★ Відмінно; ★★★ Дуже добре; ★★ Добре |
|||
Перевірка якості
Якість є дуже важливим етапом у виробництві. Для виготовлення якісного гвинтового ствола повинні бути виконані всі допуски, а всі розміри мають бути правильними та занесені в записи.
Ми надаємо звіт про перевірку, сертифікат на матеріал для кожного з наших постачаних гвинтових бочок.
Упаковка
Упаковка є останнім, але дуже важливим кроком перед відправкою. Міцна та розумна пакувальна коробка також є частиною нашої якості. Він не тільки використовується для надійного захисту циліндрів гвинтів під час транспортування, але також забезпечує простий спосіб для наших клієнтів розпакувати упаковку.

Гарячі теги: Двошнековий ствол для змішування пластику, індивідуальний, Китай, Чжоушань, постачальники, виробники, фабрика, на складі
Пов'язана категорія
Конічний двогвинтовий ствол
Паралельний подвійний шнек
Шнек екструдера
Гумовий гвинтовий ствол
Стовбур гвинта для лиття під тиском
Ствол видувного шнека
Біметалічний шнековий ствол
Азотований гвинтовий ствол
Деталі екструдера
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.